




煤矿井口供暖设备
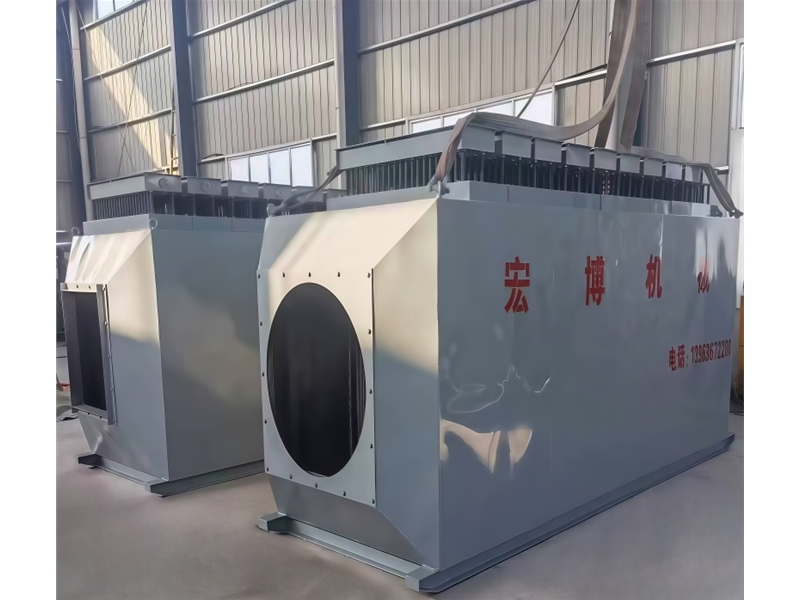
宏博机械煤矿井口供暖设备是专为煤矿井口、井筒防冻设计的成套供暖装备,涵盖热泵式、机组式、箱式电加热热风炉全系列机型,可按需适配大中小型矿井。设备采用模块化结构,集成热源、换热、送风、智能控制与安全防护五大核心系统,防爆款通过煤安认证,耐受井下潮湿多尘工况。
智能温控系统可调节 0℃-180℃出风温度,配备超温、断风、瓦斯监测等多重保护,-40℃寒天气下稳定运行。设备无废气排放,节能款能耗较传统设备降低 70%,能杜绝井口结冰隐患,是煤矿冬季安全生产的核心保障。
微信扫码咨询

产品详情
联系我们 / CONTACT US
山东潍坊宏博机械设备有限公司
地址:山东临朐纸坊工业园
手 机:013963672280
E-mail:hongbo@hbshebei.com
地址:山东临朐纸坊工业园
手 机:013963672280
E-mail:hongbo@hbshebei.com

扫一扫手机网站
Copyright © 2013-2015,潍坊宏博机械设备有限公司 ,热风炉, 天然气热风炉,网带风干机,滚筒烘干机,食品烘干机,换热式热风炉,电热风炉All Rights Reserved
地 址:山东临朐纸坊工业园
手 机:013963672280
邮 编:262600
E-mail:hongbo@hbshebei.com
热风炉, 天然气热风炉,网带风干机,滚筒烘干机,食品烘干机,换热式热风炉,燃气热风炉代理,燃气热风炉调试报告,天然气热风炉,燃油热风炉生产商。
奉行一切为了客户,为了客户一切,为了一切客户的宗旨。做燃气热风炉工程,交一方朋友,干一份事业!
鲁ICP备14019971号-1





